



AK164 4 ardatzeko suitzar motako cnc tornu makina
AK164ren ezaugarria
1. Abiadura handiko, zehaztasun handiko eta eraginkortasun handiko: erremintaren diseinua optimoa da, eta kontrol-sistemak abiadura handiko kalkulu-prozesamendua hartzen du tresna aldatzeko denbora minimizatzeko, kokapen onena lortzeko eta denbora laguntzailea minimizatzeko.
2. Egonkortasun handia: gida-erraila eta span-egitura zabaltzen dira, eta balazta blokeatzeko gailuak ardatz nagusi/bigarren mailako indexazioaren ondoren egonkortasuna hobetzen du pieza prozesatzen denean.
3. Konfigurazio altua: Ardatz anitzeko tresnaren konfigurazioa aberatsa da, eta erreminta elektrikoa estandarra da, prozesatzeko eremua asko zabaltzen duena eta pieza konplexuen prozesamendu konplexua asetzen duena.
4. Zurruntasun handia: ohe galdaketaren horma-lodiera, gida-errailaren zabalera, makina-erremintaren zurruntasuna eta hedagarritasuna.Ebaketa astuna beste makina-erreminten gainetik dago eta abantaila nabariak ditu altzairua, aleazio altzairua, altzairu herdoilgaitza, etab. prozesatzeko.
Zehaztapena
| Deskribatzea | Unitatea | AK164 | |||
| Mekanikaria | Kontrol-sistema |
| Fanuc 0i | Syntec | |
| Mekanizaziorako gehienezko diametroa | mm | ¢16 | |||
| Trazua | mm | 150 | |||
| Ardatz Nagusia /Ardatz azpiko RPM | rpm | 10000/8000 | 6000/6000 | ||
| Zeharkako abiadura azkarra | m/min | 24 | |||
| Tresnak | OD tresnak | ea | 6×[□12×12] | ||
| Aurrealdeko lan-tresnak | ea | 3×[Ø25-ER16] | |||
| Gurutze-erremintak | ea | 3[ER16] | |||
| Atzeko tresnak (finkoak) | ea | / | / | ||
| Motorrak | Ardatz motorra | kw | 3,7/5,5 | 3.7 | |
| Ardatz azpiko motorra | kw | 0,55/1,1 | 0.4 | ||
| Gidatua | kw | 0,75 | |||
| Gurutzea | kw | 0,5 | |||
| Hozte-motorra | kw | 0,25 | |||
| Beste batzuk | Hozgarri deposituaren edukiera | L | 180 | ||
| Lubrifikazio deposituaren edukiera | L | 1.8 | |||
| Altuera solairutik ardatzaren erdigunera | mm | 1050 | |||
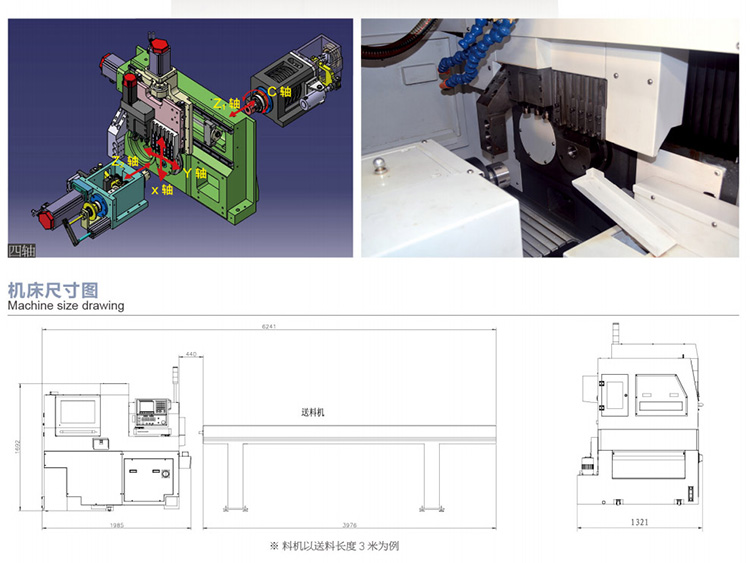
| Dimentsioa | (L) | mm | 1985 | ||
| (W) | mm | 1321 | |||
| (H) | mm | 1692 | |||
| Pisua | kg | 3000 | |||
| NC Kontrola | Ardatz kontrolagarriak | 5 ardatz/4 ardatz | |||
| LCDa | LCD 8.4" | ||||
| Sistemaren parametro estandarrak | Estandarra | ||||
| Kolpeketa zurruna | Estandarra | ||||
| Esku-gurpila | Estandarra | ||||
| Kontrol sinkronikoa/hibridoa | Estandarra | ||||
| Interpolazio helikoidala | Estandarra | ||||
AK164 suitza motako cnc tornu makinaren aplikazioa
Automobilak, elektronika, komunikazioak, informatika, medikuntza, militarra, hegazkintza, hardwarea, makineria eta osagarri hidraulikoak bezalako industrietarako egokia da.Kantitate handiak, doitasun handiko eta pieza txiki eta ertain konplexuak ekoizteko gaitasuna du ezaugarri.


Abantaila teknikoak
1) Abiadura handiko ardatz elektriko integratua hartzeko joera gero eta nabarmenagoa da, eta ardatzaren gehienezko abiadura 12500rpm/min-ra iritsi da.
2) Abiadura/posizioaren begiztaren feedbackak osagai berriak hartzen ditu, hala nola bereizmen handiko sareta edo magnetikoa, errotazioaren eta feedbackaren kontrol-zehaztasun handiagoa duena.
3) Ardatz bikoitzeko oihal-egiturak sekuentzia osoko mekanizazioa osa dezake clamping batean, piezaren bigarren giltzadurak eragindako eraginkortasuna eta mekanizazioaren zehaztasun arazoak murriztuz eta prozesatzeko eraginkortasuna hobetuz.
4) Ardatz anitzeko tresna anitzeko kontrolak eta ardatz anitzeko lotura teknologiak pieza konplexuak prozesatzeko eta prozesatzeko eraginkortasuna hobetzen dituzte makina-erremintaren gaitasuna.Makina-erremintaren kontrol-ardatz kopurua zazpi da, eta elikadurarik gabeko erreminta eta erreminta elektrikoen kopurua 20 baino gehiago.
5) Konfigurazio automatiko ugaria pertsona bakarreko makina anitzeko funtzionamendu eta kudeaketaren helburua lortzeko, barra garraiatzaile tradizionalez gain, txirbil garraiatzaile eta abarrez gain, hala nola pieza luze/laburren hargailua, erreminta automatikoko ezarpen tresna, piezaren identifikazio adimenduna. , piezaren Pop-up-en hautemate automatikoa, erreminta hausturaren detekzioa eta abar arrakastaz ezarri dira produktuetan, makina-erremintaren automatizazio eta monitorizazio maila hobetzeko.
Kalitate Ikuskapena
Konpainiak kalitatearen kudeaketarako barne kontrol estandar zorrotzak formulatzen eta ezartzen ditu, makina-erremintaren diseinu eta fabrikazio prozesu osoaren jarraipen zorrotza lortzeko.
45 ikuskapen- eta proba-elementu, 632 kalitate-kontrol-puntu, 48 ordu trazu osoa prozesatzeko proba doitzeko, hiru koordenatuak erabiliz.
Neurketa-tresna, ERNISHAW laser F interferometro britainiarra, SIGMA oreka dinamikorako tresna japoniarra eta munduko doitasun handiko beste proba-ekipo batzuk, bermea.
Makina-erremintaren xehetasun guztien kontrol zehatza.

Produktuen kategoriak
-

Awr22 diamante ebaketa aleaziozko gurpilen gurpilen konponketa makina...
-

AWR32 Txinako diamante moztutako gurpilak leuntzeko ekipoak...
-

GB4250 China CE cnc banda zerra makina metalerako ...
-

VMC550 3 ardatzeko metal cnc mekanizazio bertikala zen...
-

VMC850 Txinako 3 ardatz bertikala cnc cnc bertikala ...
-

ck6150 Doitasun handiko 4 geltokiko cnc makina elektrikoa...





